- A+
弯曲零件对材料的调试要求
(1)试模用的材料必须复合工艺卡要求,不仅材料牌号和等级应一致,其状态也要一致。
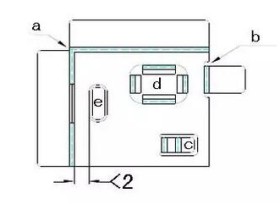
(2)板料的表面质量必须平整,否则产生翘曲卷边导致定位不准,产生不合格品。
(3)外形尺寸复合调整所要求尺寸,特别外形有公差要求的尺寸。
(4)中厚板对断面质量和表面平整度要求高的冲压件,应识别板料或卷料的轧制方向。
(5)首批次调整模具的材料,应和批量生产所用的材料一致,包括材料的状态(软态和硬态)。
(6)必须注重原材料的供货状态,规范原材料的管理制度。
在调整中影响冲压件回弹的因素与方法
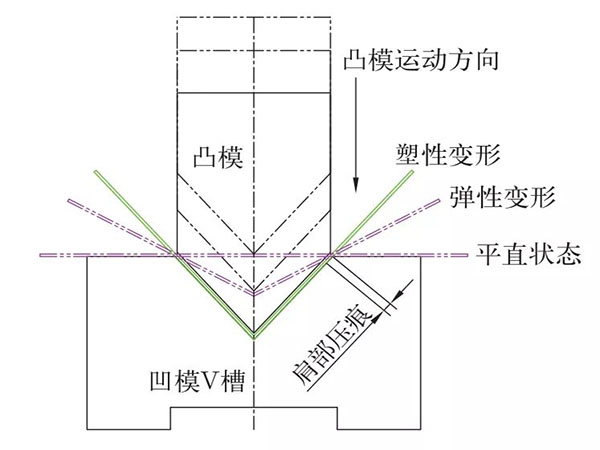
在实际冲压生产中,回弹是影响冲压件质量的重要因素。从弯曲变形的过程分析可以得知回弹的产生原因。在板料塑性弯曲时,总是伴随着弹性变形,所以当弯曲件从模具中取出后,中性层附近纯弹性变形因为内、外侧区域总变形中弹性变形部分的恢复,使其弯曲件的形状和尺寸都发生与加载时变形方向相反的变化,这种现象就称为回弹。弯曲成形零件所用的材料、工艺、模具和零件的形状复杂程度不同,成形后零件的回弹量也不相同。
影响回弹的主要因素有:
(1)材料的力学性能,回弹量的大小与材料的屈服强度成正比,即材料的屈服强度越大,回弹量也越大;材料的应变硬化指数越小,回弹量也越大。
(2)相对弯曲半径反映了板料弯曲时变形程度的大小。随着弯曲变形程度的改变,弹性弯曲变形量在总的弯曲变形量中的比例是不断变化的。相对弯曲半径减小时,回弹量也相应减小。
(3)弯曲零件的形状越复杂,弯曲变形时各部分变形的相互制约作用越大,增大弯曲时的变形阻力,使板料内区受压变形成分减小,因而降低了弯曲成形的回弹量。
(4)弯曲模的凸、凹模间隙越大,使材料的贴模程度降低,也减小了对弯曲件直边的径向约束作用,弯曲件的塑性变形成分越小,从而卸料后零件的回弹越大。
(5)板料的弯曲成形有两种方式,无底凹模的自由弯曲,有底凹模的校正弯曲。无底凹模成形后制件回弹量较大,有底凹模制件成形后回弹量较小。
通过对回弹影响因素的分析,在日常工作中减小和控制回弹的措施有以下几种:
1.合理设计产品。选用合适的材料及改进零件的局部结构。采用弹性模量大,屈服强度低的材料,可以减小回弹。对于较硬的材料,成形前经退火处理能够减小回弹。在弯曲零件的变形区压制合适的加强筋,以改变变形区材料应力、应变分布,不仅可以增加零件的刚性,而且可以减小弯曲回弹量。
2.补偿法。单角弯曲时,根据估算的回弹量,将凸模的圆角半径和顶角预先作小一些,补偿回弹;有压料板时,可以将回弹量作在下模上,使模具间隙为最小料厚。双角弯曲时,可以在凸模两侧作出回弹角或在模具底部作成圆弧形以补偿角部回弹。
3.校正法。把弯曲模的角部作成突起的形状,在弯曲变形终了时,凸模力将集中作用在弯曲变形区,迫使内层金属受挤压,产生切向伸长应变,从而减小回弹量。