- A+
所属分类:加工百科
问题一:钣金加工的折弯边不平直,尺度不稳定
原因:
1、规划工艺没有组织压线或预折弯
2、资料压料力不行
3、凸凹模圆角磨损不对称或折弯受力不均匀
4、高度尺度太小
解决办法:
1、规划压线或预折弯工艺
2、增加压料力
3、凸凹模空隙均匀、圆角抛光
4、高度尺度不能小于*小极限尺度
问题二:钣金加工的工件折弯后外表面擦伤
原因:
1、原资料表面不光滑
2、凸模曲折半径太小
3、曲折空隙太小
解决办法:
1、进步凸凹模的光洁度
2、增大凸模曲折半径
3、调整曲折空隙
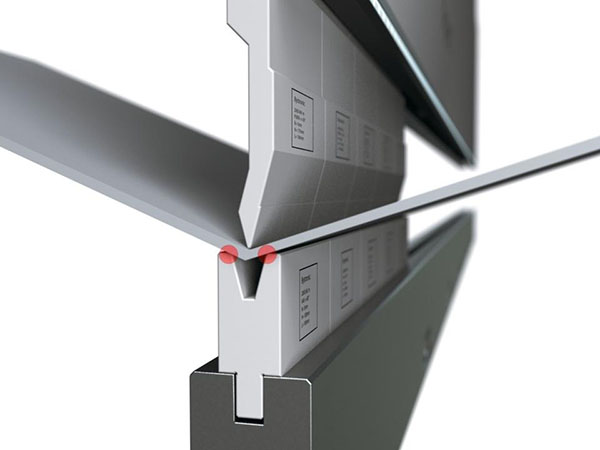
问题三:钣金加工的曲折角有裂缝
原因:
1、曲折内半径太小
2、资料纹向与曲折线平行
3、毛坯的毛刺一面向外
4、金属可塑性差
解决办法:
1、加大凸模曲折半径
2、改动下料排样
3、毛刺改在制件内圆角
4、退火或采用软性资料
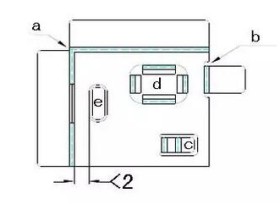
问题四:钣金加工的曲折引起孔变形
原因:
采用弹压曲折并以孔定位时弯臂外侧由于凹模表面和制件外表面摩擦而受拉,使定位孔变形。
解决办法:
1、采用形曲折
2、加大顶料板压力
3、在顶料板上加麻点格纹,数控钣金加工,以增大摩擦力防止制件在曲折时滑移。